Делают разварки на ваз. Делаем разварки на своё авто
В последнее время набирает популярности такой вид эстетического автотюнинга, как установка разварок. Что же они собой представляют и для чего используются?
Разварки — это колёсные диски увеличенной ширины, сделанные из обычных стальных дисков («штамповок»). Их изготавливают путём приваривания друг к другу двух широких полок обода, взятых от двух дисков, или наваривания расширяющей вставки с целью установки более широких покрышек.
Разварки могут быть изготовлены специалистами под заказ, или же своими руками при условии наличия необходимых инструментов. При расширении железных дисков преобладают два самых распространенных способа — №1 и №2 (на картинке). Остальные варианты переделки диска достаточно редкие и сложнее в изготовлении, поэтому применяются только профильными специалистами.
Первый способ подразумевает, что два диска разрезаются вдоль в определенном месте и свариваются между собой. При этом способе потребуется не 4, а 8 дисков, так как еще нужны доноры для расширения.
Второй способ предполагает изменение ширины диска с помощью вваривания металлической полосы толщиной от 2,5 до 4 мм.
Какой ширины делать разварку
Содержание страницы
- 0.1 Какой ширины делать разварку
- 0.2 Исходные материалы
- 0.3 Конструктивные особенности
- 0.4 Безопасность
- 0.5 Процесс изготовления: пошаговые процедуры
- 0.6 Герметизация диска
- 0.7 Покраска
- 1 Что такое разварки?
- 2 Как сделать разварки своими руками: важные моменты и исходный материал
- 3 Как сделать самому: два способа производства
- 4 Использование герметика и проведение покрасочных работ
- 5 Как проводится изготовление разварок своими руками
- 6 Итог
- 7 Подготовка дисков
- 8 Первый способ разварки
- 9 Способ второй, экономичный
Стандартный штампованный диск имеет ширину 6,5J. После процесса разварки ширина может варьироваться от 8J до 10J, причем, итоговая ширина не ограничена размером 10J. Все зависит от пожеланий владельца и конструктивных особенностей автомобиля. Попросту говоря, главная задача – чтобы разварки влезли в арки крыла автомобиля. Для этого арки вырезают, чаще — раскатывают, если размер разварок позволяет их там «спрятать».
Исходные материалы
Исходными материалами при их изготовлении в первую очередь выступают диски, которые будут подвергаться разварке. В случае с первым вариантом изготовления, понадобиться еще один комплект дисков аналогичного размера в качестве донора. Во втором варианте помимо самих дисков нужен еще лист метала определенной толщины и ширины для вваривания его в диск.
Конструктивные особенности
При изготовлении разварок важно помнить, что выбор ширины разваркок ограничен конструктивными особенностями дисков-доноров. Расчет конечной ширины и вылета необходимо выполнять до резки дисков, чтобы потом не возникло проблем с установкой дисков.Еще одним важным нюансом есть необходимость правильно выбрать шины для разварок. Так как на разварки обычно одевают резину уже размером, чем сама разварка, то такая резина должна быть мягкой (особенно корд).
Безопасность
При использовании разварок колея автомобиля становиться шире, что сказывается на устойчивости автомобиля. Ко всему, если сварочные роботы выполнены качественно, то разварки получаются даже крепче обычных дисков. С другой стороны, нужно учитывать, что шина, одетая на нестандартный диск, меняет свои характеристикии может повести себя в критической ситуации (крутой поворот, занос, буксование и пр.) не так, как ожидается и как привык к этому водитель.
Процесс изготовления: пошаговые процедуры
В случае изготовления первым способом (1 разварка из 2 дисков), нужно взять 2 штампованных дискаи у второго диска насквозь прорезать болгаркой по красной линии, отсекая наружный обод, который вскоре выбрасывается.
На первом диске необходимо сделать надрез по красной линии наружного обода до внутренней части диска чуть ближе к середине. Отрезанный наружный обод нам больше не понадобится.
Со второго диска убираем ненужные остатки болгаркой.Оставшуюся часть диска 1 необходимо закрепить на ступице заднего моста, зафиксировав его гайками и надев вторую часть. Далее выравниваем второй обод относительно первого, устраняем биение. Эта операция достаточно трудоемка и может быть самым сложным процессом во всем этапе изготовления разварки. От такой процедуры обод может повести, что является достаточно рискованным и частым случаем. После того, как обе части выровняли относительно друг друга, прихватываем сваркой в четырех точках в местах стыка.
Когда обе части диска зафиксированы, нужно провести операцию по завариванию шва по периметру всего стыка. Это делается для придания разварке прочности.
Зеленым цветом обозначены места проваривания.После проваривания необходимо зачистить болгаркой сварочный шов как с внутренней, так и с внешней стороны. Чем ровнее будет сварочный шов, тем меньше придется балансировать диск.При использовании второго метода (вваривания металической пластины) берется 1 диск и пластина необходимого размера и толщины. Для начала нужно обрезать наружный обод до внутренней части диска. Отрезанную по размерам полосу металла нужно выгнуть под колесо. Гнуть можно как угодно, но лучше специальными роликами. Далее закрепляем диск на ступице и к ней прихватываем полосу металла сваркой. После этого прихватываем полосу к второй части диска и провариваем все швы, стараясь сделать так, чтоб диск не повело. Если есть возможность использовать автоматическую сварку при сварке вращающейся детали – используйте её, так шов выйдет гораздо прочнее.
Герметизация диска
Чтобы диск не пропускал воздух, сварной шов нужно загерметизировать. Для бескамерной установки необходимо герметизировать шов в середине диска. Если же подразумевается использование камеры, то герметизация не обязательна. Главное чтобы сварной шов был гладким и не повредил камеру. Герметизацию проводят до покраски специальными герметиками, которые можно купить в любом автомагазине.
Покраска
Красить можно несколькими способами. Лучше всего сначала зачистить поверхность диска, обезжирить её, нанести грунтовку, затем покрыть это все несколькими слоями краски, и после полного высыхания покрыть разварки лаком. Тогда краска будет держаться долго, и не облупится после первой мойки. Это идеальный, и правильный вариант покраски. Но отечественные умельцы умеют красить диски с балончика, без последующего нанесения лака, предварительно вручную зашкурив и обезжирив поверхность. Но после такой покраски срок службы краски невелик, и как правило уже через пару месяцев краска начинает слазить.Перед покраской необходимо проверить диск на наличие биения и прокатать его. Если это сделать после покраски, есть велика вероятность повредить краску, и тогда придется перекрашивать разварки снова.
Практически все обладатели автомобилей пытаются его улучшить, сделать более привлекательным для того, чтобы выделить его среди остальных. Существует довольно много методов улучшения железного коня, которые можно выполнить своими руками. Одним из подобных способов является разварка дисков. Если учесть особенности технологии, некоторые правила и секреты, то провести подобную работу можно качественно самостоятельно.
Что такое разварки?
Разварка или штамповка– условное обозначение расширенных дисков, которые могут использоваться для предания неповторимого облика автомобилю. Провести разварку значит провести увеличение ширины диска. Рассматриваемый процесс получил подобное название по следующим причинам:
- Сначала проводится распиливание диска. При распиливании следует тщательно выдерживать размеры, для чего следует наносить разметку на поверхность.
- После распиливания проходит сваривание с дополнительными вставками. От качества полученного шва зависит надежность конструкции. Если допустить ошибку, то срок службы диска значительно снизиться, как и безопасность передвижения.

Ширина разварки, как правило, зависит от потребностей каждого автолюбителя. Стоит учитывать, что при сильном расширении колесного диска понадобится их последующая раскраска, в некоторых случаях, срезание металла с колесных арок, монтаж расширителей для обеспечения надежного крепления колеса. Примером можно назвать тот момент, что диск 13 дюймов можно расширить еще на 7 дюймов.
Провести расширение диска можно только в том случае, если он изготовлен из стали. Провести работу по изготовление разварок самостоятельно можно только при наличии сварочного аппарата и навыков по проведению сварочных работ. При некачественном изготовлении широкой штамповки дальнейшая балансировка будет невозможна.
Как сделать разварки своими руками: важные моменты и исходный материал
При наличии определенного материала и инструмента можно провести разварку самостоятельно. К исходному материалу можно отнести:
- Стальной диск определенного диаметра.
- Болгарка со сменными дисками с высоким показателем устойчивости.
- Сварочный аппарат и дрель с необходимыми насадками.
Перед началом работы следует проверить состояние подобранного инструмента и стального диска. К выбранному диску предъявляются нижеприведенные требования:
- Он должен иметь однородную структуру.
- На поверхности и в структуре не должно быть дефектов.
- Материал не должен быть подвержен коррозии. Сильная коррозия приводит к снижению прочности структуры, а также к ухудшению внешнего вида поверхности.
Для работы может понадобиться лист металла для его вваривания при расширении диска. При выборе металла следует уделить внимания на его толщину, а также показатель эластичности, прочности. Для изоляции и защиты швов, полученных в результате использования сварочного аппарата, применяется герметик.

Получаемые диски в производстве просты, при этом они гораздо дешевле, чем вариант исполнения легкосплавного типа. Основным недостатком можно назвать внушительный вес. Как правило, в качестве основного исходного материала используются диски бывшего употребления. Если они имеют дефекты, то следует провести их устранение – диск должен иметь идеальное состояние.
Прежде чем провести расширение диска следует учесть, что езда на них отличается от езды на стандартных вариантах исполнения. Примером можно назвать ситуацию попадания колеса в яму, что значительно снижает устойчивость автомобиля на дороге. Именно поэтому в первое время следует ездить медленно и аккуратно, также следует обращать внимание на состояние диска.
Как сделать самому: два способа производства
Провести расширение стального диска можно самостоятельно при использовании двух методов:
Применяя вышеприведенные методы можно провести работу самостоятельно.
Использование герметика и проведение покрасочных работ
Герметик используется для того, чтобы защитить сварочные швы. Применение герметика позволяет:
- Защитить диск от проникновения воздуха.
- Защитить камеру от воздействия швов.
При использовании бескамерной шины следует обязательно использовать герметик. Герметизировать следует шов, который размещен в центральной части разварки. Проводить рассматриваемую работу следует непосредственно перед покраской. После высыхания герметика его излишки удаляются при помощи наждачной бумаги. При выборе герметика следует обращать внимание на варианты исполнения, которые могут выдерживать воздействие высокой и низкой температуры, а также вибрации.

Заключительным этапом проведения разварки можно назвать покрасочные работы. Для выполнения покрасочных работ используется порошковый состав. Перед выполнением покраски следует провести удаление коррозии с поверхности, затем на поверхность наносится грунтовка. Только после полного высыхания грунтовки проводится нанесение краски.
При нанесении лакокрасочного покрытия следует учитывать, что только многослойная структура может выдерживать воздействие окружающей среды. После высыхания лакокрасочного покрытия можно наносить защитный лак. Только при нанесении специального лака можно быть уверенным в том, что диск выдержит существенное воздействие окружающей среды.
Как проводится изготовление разварок своими руками
Итог
В заключение отметим, что самостоятельное создание разварки – достаточно простая задача, с которой сможет справиться практически каждый автовладелец. Перед покраской следует провести прокат диска для устранения биения. При разварке используемого стального диска также значительно изменяются эксплуатационные параметры подвески. Поэтому следует также выполнить балансировку после установки широких дисков.
Сторонники самостоятельного тюнинга редко оставляют без внимания колеса, так как сделать разварку дисков своими руками достаточно просто, а эффект получается потрясающий. Даже невзрачная или устаревшая еще в прошлом веке модель начинает выглядеть более солидно, современно и экспрессивно.
И уж точно будет выделяться среди стандартных представителей модельного ряда. Для тех, кто никогда не занимался подобным облагораживанием внешности своего авто, поясняем: разваркой называется увеличение ширины диска.
Чаще всего ее делают наружной, чтобы получилась своего рода полка-выступ. Однако, есть варианты, когда прибегают к западающей, при которой внутренность диска уходит внутрь, как бы под днище машины. А самые оригинальные энтузиасты иногда разваривают диск в обе стороны. В любом случае общее впечатление от машины и ее внешний вид сильно изменяются, причем в лучшую сторону.
Как сделать разварку дисков своими руками? В народе придумано 2 способа. Первый более затратен, поскольку на каждое колесо потребуется использовать 2 диска. Второй экономичнее, но более трудоемок, поскольку нужно провести большее количество манипуляций с колесами автомобиля.

Подготовка дисков
В идеале, конечно же, для разварки лучше брать новые диски. Но на это мало кто идет, так что в ход пускаются б/ушные. Понятно, что состояние у них может быть отнюдь не блестящим. Поэтому для начала нужно проверить их на ровность. Для оценивания состояния диск надевается на ведущую ось машины (не пренебрегайте мерами безопасности, поставьте под авто спилы или кирпичи) и включается 1-я передача. Биение – если оно наличествует – замеряется и по горизонтали, и по вертикали. До 2 мм им можно пренебречь, если параметр превышен, диски придется прокатать.
Для основы отмечается штамповка с лучшими показателями; вторая выступит в роли обода.
Еще один момент: ширина разварки. Чересчур широкие диски потребуют дополнительных операций: раскатки, подрезки арок под колеса, а нередко – и установки особых расширителей. Наиболее гармоничной будет разварка 13-дюймового диска еще максимум на 7 дюймов.

Первый способ разварки
Как уже было сказано, на каждое колесо потребуется 2 диска.
- Со второго, ободного диска болгаркой или токарным станком срезается наружный обод;
- Основа режется по наружному ободу до внутренней части. Обычно линия проходит ближе к середине;
- Основа надевается на соответствующую ступицу и крепится родными гайками;
- На нее надевается обод, который ровняется по первому диску. Снова запускается передача, замеряется и устраняется биение;
- В нескольких местах смыкания двух частей (минимум в 4-х) они прихватываются сваркой;
- Шов в обязательном порядке требуется сгладить – и для надежности, и для будущей целостности скатов. Берется Шовный герметик 3М и немного разводится. Для этого используется только обезжириватель, никаких растворителей или, тем более уайт-спирита. Швы щедро промазываются; после высыхания они зачищаются наждачкой, надфилями и прочим, что есть под рукой.
При разварке практически обязательно несколько нарушается геометрия дисков. После шлифовки швов лучше на авось не надеяться, а не полениться и прокатать их. Последним штрихом станет покраска разварок – а может быть, и вскрытие их лаком.

Способ второй, экономичный
Для него на колесо требуется лишь диск, а кроме него – полоса стали нужной ширины и длины (она равна длине окружности диска) от листа толщиной в 3 мм.
- Диск распиливается по окружности на 2 части;
- Полоса сгибается в кольцо нужного диаметра и сваривается. Гнуть можно любыми методами, хотя лучшие результаты дает использование специального ролика;
- Кольцо приваривается сначала к той части, на которой осталась ступица. Она же задаст нужное направление для монтажа второй половины диска;
- Прихватывается оставшаяся часть. Наживленная разварка проверяется на биение, если все в порядке – швы провариваются полностью;
- Оба шва тщательно шлифуются. Идеально было бы – токарным станком: ручная зачистка непременно оставит заусенцы. Прокатка и покраска, как и в первом варианте, остаются неизменными. Обращаем ваше внимание, что если шины бескамерные, то никаких дополнительных действий не требуется. Однако для старых скатов нужно будет перед тем, как сделать разварку дисков своими руками, просверлить в диске отверстие под ниппель.
Пара слов о покраске: лучше использовать порошковые краски, поскольку они здорово скрывают мелкие дефекты и куда дольше держатся на разварках.
Сегодня мы посмотрим как делаются разварки. Кто читал предыдущие посты уже знает, что это сленговое название широких стальных дисков. Часто в нашей стране их зовут еще штампованными дисками или «штамповками» — это я про те, которые обычные, еще не ставшие широкими разварками. Я немного схалтурю и пр едставлю вам чужую статью и немного своих комментариев.Чтоб сделать один широкий диск, понадобятся:
— диск стандартный стальной(штампованный) — 2 штуки
— болгарка
— сварочный аппарат
— герметик шовный (не обязательно, об этом в самом конце статьи прочитайте)
Берем два диска и у 2 диска (см. рисунок) насквозь прорезаем болгаркой по красной линии, отсекая наружный обод и выкидываем его.
У 1 диска только надрез по красной линии наружного обода до внутренней части диска чуть ближе к середине, отсоединив наружный обод выкидываем его.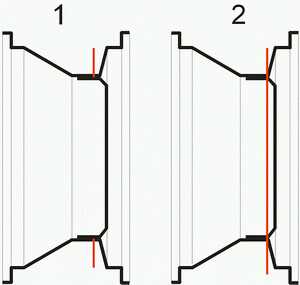 У второго диска убираем ненужные остатки болгаркой
У второго диска убираем ненужные остатки болгаркой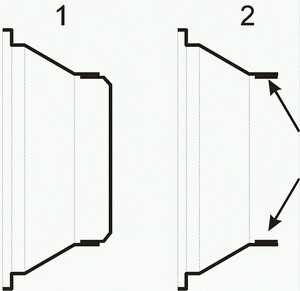 У второго диска убираем ненужные остатки болгаркойОставшуюся часть диска 1 одеваем на ступицу заднего моста, фиксируем гайками и надеваем вторую часть. Выравниваем второй обод относительно первого, устраняем биение, прихватываем сваркой в четырех точках в местах стыка.Зеленым цветом обозначены места проваривания.
У второго диска убираем ненужные остатки болгаркойОставшуюся часть диска 1 одеваем на ступицу заднего моста, фиксируем гайками и надеваем вторую часть. Выравниваем второй обод относительно первого, устраняем биение, прихватываем сваркой в четырех точках в местах стыка.Зеленым цветом обозначены места проваривания.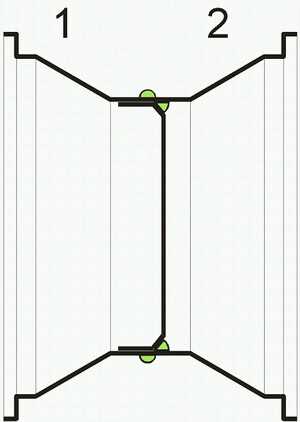 И вот что из этого вышло:
И вот что из этого вышло:

 И вот что из этого вышло:Для бескамерной установки нам просто необходимо герметизировать шов в середине диска. Это конечно стоит делать до покраски. Для этой цели нам подойдет Шовный герметик 3М. В качестве варианта, его можно развести Обезжиривателем. Внимание! Именно обезжиривателем, а не растворителем или, боже упаси, Уайт-спиритом! Разведенным герметиком мазать швы. Подождать пока встанет, удалить лишнее(стаместка, наждачка и т.п.), и в покраску, чтоб не ржавело и радовало внешним видом.
И вот что из этого вышло:Для бескамерной установки нам просто необходимо герметизировать шов в середине диска. Это конечно стоит делать до покраски. Для этой цели нам подойдет Шовный герметик 3М. В качестве варианта, его можно развести Обезжиривателем. Внимание! Именно обезжиривателем, а не растворителем или, боже упаси, Уайт-спиритом! Разведенным герметиком мазать швы. Подождать пока встанет, удалить лишнее(стаместка, наждачка и т.п.), и в покраску, чтоб не ржавело и радовало внешним видом.

 Под занавес — радикальная урна.
Под занавес — радикальная урна.
Начнем со станка, который помогает делать основную часть операции. Для того, чтобы разрезать диск, нам понадобится вот такая станина, состоящая из двух основных узлов – это упор, на которой крепится вазовская ступица. На ней так же установлен переходник на разнообразную разболтовку.
Выставляется станина ровно на 90 градусов относительно плоскости. Также параллельно плоскости крепления и параллельно нашей станине выставляется упор под крепление для болгарки, которая опускается на диск для ровного реза.

Установленный на ступицу диск, достаточно затянуть на два болта. Этого достаточно для центровки диска.
Далее опускаем болгарку на диск.

Настраиваем по ширине, там где нужно резать диск. Болгарка установлена на жестком рычаге, благодаря чему, в лево и вправо у нее нет хода.
Опускаем болгарку на диск, и делаем рез по диску, придерживая ее рукой за рукоятку.

После того, когда мы сделали ровный рез, молотком аккуратно сбиваем наружную часть диска.

На наружную часть обрезанного диска будем наваривать пластину шириной 3 дюйма – 8 см.
Такую пластину лучше заказать на заводе, где ее сделают необходимой длины и ширины. Для примера: длинна, необходимая для диска R-13/14, около метра.

Пластину лучше взять немного длиннее, чтобы в процессе можно было ее подогнать непосредственно по диску. Необходимая толщина металла 3мм., этого вполне достаточно. На специальном стенде загибаем пластину по необходимому радиусу.

Загибать нужно равномерно, чтобы не было резких заломов. Готовые пластины примеряем на наружную часть диска, она должна плотно подходить по радиусу, хорошо стыковаться с диском.

Готовую пластину устанавливаем на отрезанную часть диска и начинаем ровнять. По размеру установленную пластину отрезанную зажимаем струбциной.

Все это дело прихватывает сваркой точками по кругу, лишний металл отрезается от пластины.


Теперь смотрим на биение диска. Крутим диск относительно ступичной части до тех пор, пока не будет установлено наименьшее биение диска.

При правильном изготовлении получается разварки, развесовка на дисбалансе получается около 30/40 грамм.
Когда нашли необходимое положение заготовки. относительно диска, прихватываем точками наружную часть диска к основной, ступичной части и также прихватываем ее точечной сваркой.

Прихватывать точечной сваркой необходимо для того, чтобы заготовку диска не увело в процессе изготовления. Когда диск прихвачен, выставлено минимальные биение, можно смело проваривать стыки сплошным швом.

Шов должен быть герметичным, по возможности без прерывания. Если вы делаете разварку под камеру лучше всего швы зачистить, чтобы камера не перетерлась в процессе эксплуатации. Если разварку делаете под бескамерную шину, то чтобы предотвратить пропускание воздуха, швы нужно обработать герметикам.

В процессе работы диск получился не совсем ровным, то можно обратиться в ближайший шиномонтаж для прокатки дисков.

Теперь диск можно красить, обувать новую резину и устанавливать на автомобиль.





